秩父ウイスキー祭2020 秩父蒸溜所見学編
今年も、120名の激戦枠(20人×六回)に入れた
秩父蒸溜所見学に行くことが出来ました!

そこは、秩父の山を二つ超えた
みどりが丘49番地にあります。


四回目となる、蒸溜所見学です。
いつもなら、ガイドは秩父アンバサダー吉川さんですが、
今回は初めての男性スタッフ、奥山さんでした。

まずは大麦麦芽の粉砕工程。

これは、秩父産大麦。
甘くて美味しかったです。



ミルルーム
基本的に麦芽は輸入品で、
スコットランド・イングランド・ドイツの
三カ国のものを使用しているそうです。
海外麦芽も試食させてもらいましたが、
コクと旨味を感じました。国産はまだクリアーな感じでした。
この大麦を、奥の赤い粉砕機にて粉砕し、

グリストセパレーター(ふるい)で、
荒い:ハスク 中挽き:グリッツ 細かい:フラワーの
3種類に分けられます。


一般的にその黄金比率は2:7:1らしいですが、
秩父蒸溜所では、3:6:1。
糖分があってクリアな麦汁とる、秩父の黄金比率との事。
また、麦汁の清澄度を見ながらその都度変えているそうです。
次はその粉砕した麦芽から甘い麦汁を作ります。

湯の温度と麦芽の酵素によってデンプンが糖化し、麦汁となります。
秩父蒸留所では3回湯を張って麦汁を取り、
初回にできた麦汁は”一番麦汁”。
酵素が最も働きやすい64℃の湯で作ります。
ここで大事なのは、麦芽からいかに
たくさん美味しい糖化された麦ジュースを取るか。
それが、アルコールになる訳ですから確かに大事!
糖分が抜かれたグリストは”ドラフ”と呼ばれ、
秩父農家の肥料や飼料として役立っているそうです。
さて、発酵工程!
ここでは秩父蒸溜所が世界に誇る世界でここだけにしかない
ミズナラの発酵槽!!!



ミズナラ材は希少なのと、また水漏れがしやすく管理が難しい。
ミズナラが放つオリエンタル香に魅かれた伊知郎先生は
そこはこだわり、また独特な乳酸発酵をするというミズナラ。
ここで四日間発酵工程。

乳酸のいい薫り☆
ここで働く乳酸菌の働きが、後の樽熟成や香に
大きな役割を果たしてくれるそうです。
さて、蒸溜!


スコットランド 銅製メーカー老舗のフォーサイス社製

初溜釜から再溜釜への二工程で、
ニューポットが形成されていきます。
再溜で三つのパートに分け、温度・時間タイミングで
ヘッド、ハート、テールと分け、
美味しいハート部分(ニューポット)だけを取り
熟成用にします。それを、ミドルカットといいます。
他はさらにもう一回再溜にまわされます。
この、ミドルカットは人間が鼻で判断するそうです。
その体験コーナーです。

調度緑の線の境がミドルカット境界線、右がハート部分。

嗅いでみると、確かにヘッド部分は濁りもあり味も
嫌な硫黄の様な香りがする。
線の部分を境に、急に変化が、、
確かにいつも嗅ぐニューポットな香。
テール部分は、なんだか抜けた感じ。
ちなみにこれは税金を払う前のいわゆる、どぶろくなので
飲んだら逮捕らしいです。(笑)
前にそれを聞いてなくて知らないで飲んだ時あって、
吉川さんに注意された事あったっけ。。(^_^;)
瓶詰加工所。


こちらでは情報が漏れないように、
ウイスキーに全く興味のない地元のおばさま方を
雇うそうです。(笑)
さて、熟成庫です!

左が白ラベル、ワールドブレンデッド用。
右の玉子型が人気の、ワインウッドリザーヴ樽。

秩父はこだわりの、
土間のように適切な湿度を保ってくれる土と砂利の倉庫。
樽も、木のレールを敷いて樽を置くダンネージスタイル。

バーボンヘヴンヒル蒸溜所樽。
ジャックダニエル蒸溜所樽。

ジムビーム樽

フォアローゼズ樽
そしてなんとこれは。。!

伊知郎先生が研修していた、いまやレアすぎる
軽井沢蒸溜所の樽。
研修時に、再蒸留したのもあるんでしょうか☆
そしてこちらが、

ミズナラカスク。
このシングルカスクとか出たら、
凄い額になるんだろうなぁ。。
普通に飲みたい。



相変わらず壮観な、秩父蒸溜所熟成庫でした。
いまは第5貯蔵庫まであるっていっていたような。
以上、本日はここまで。
次回は、ティステイングと
グルメの模様をアップ予定です。
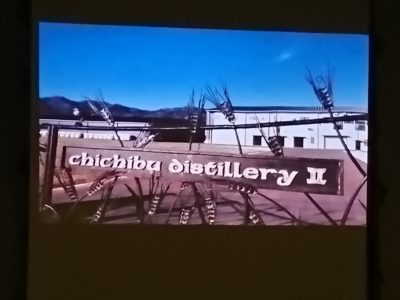
来年は、秩父第二蒸溜所も見学かも!らしいので
来年は見学はもういいかなと思ってましたが(笑)
楽しみです!
この記事へのコメントはありません。